Расчет и анализ производственного цикла

В простом процессе детали (заготовки) в большинстве случаев изготавливают партиями, поэтому очень важным является вопрос о рациональном выборе движения партии деталей через всю совокупность последовательно выполняемых операций. Выбранный вид этого движения определяет степень непрерывности и параллельности производственного процесса и продолжи-тельность производственного цикла изготовления партии деталей.
Процесс изготовления партии деталей, проходящей через многие операции, состоит из совокупности операционных циклов, каждый из которых представляет собой выполнение од-ной операции над всеми предметами производства данной партии. Совокупность операционных циклов, а также способ сочетания во времени смежных операционных циклов и их частей об-разуют временную структуру многооперационного технологического цикла. Продолжи-тельность многооперационного технологического цикла существенно зависит от способа соче-тания во времени операционных циклов и их частей, а также от определяемого вида движения партии деталей по операциям. Существуют три вида движения партии деталей по операциям технологического процесса: по-следовательный, параллельно-последовательный и парал-лельный.
Сущность последовате-льного вида движения заклю-чается в том, что каждая пос-ледующая операция начинается только после окончания изгото-вления всей партии деталей на предыдущей операции. При этом передача с одной операции на другую осуществляется целыми партиями. Продолжительность операционного технологического цикла обработки партии деталей определяется по формуле на основе графика (рис.5.2).
где: n – число деталей в обрабатываемой партии, шт.; t – штучное время на i-й операции, мин;т – число операций в технологическом процессе.
Если на одной или нескольких операциях обработка деталей ведется одновременно на нескольких рабочих местах (Спр), то продолжительность технологического цикла рас-считывается по формуле
Пример.Пусть имеем партию деталей n=3, технологический процесс состоит из т=4 операций, продолжительность выполнения которых составляет t1=2; t2=1; t3=1.5; t4=2мин. Все операции выполняются соответственно на одном рабочем месте.
Продолжительность цикла обработки партии деталей составляет
Тц(посл) = 3·(2 + 1 + 1,5 + 2) = 19,5 мин.
Из рис. 5.2 следует, что технологический цикл обработки партии деталей при последовательном виде движений равен сумме операционных циклов (п-1).
Как видно из рисунка и приведенных выше формул, продолжительность технологи-ческого цикла пропорциональна размеру партии и времени выполнения операций. При этом имеют место существенные перерывы партионности. Это связано с тем, что каждая деталь партии, за иск-лючением первой и последней, пролеживает на каждой операции дважды: перед началом обработки и после нее до окончания обработки последней детали в партии.
Производственный цикл всегда продолжительнее технологического цикла, так как кроме выполнения технологических операций в него включается время на выполнение контрольных и транспортных операций, время, затрачиваемое на естественные процессы, и время различных перерывов.
Однако на практике не все виды затрат времени из-за их незначительной величины учитываются при расчете продолжительности производственного цикла. Как правило, учитывают три основные его составляющие: продолжительность технологического цикла (с учетом перерывов партионности), время естественных процессов и время перерывов, не перекрываемых технологическим циклом, т. е.
где tмо – средняя продолжительность одного межоперационного перерыва (кроме перерывов партионности), мин; R – коэффициент перевода рабочих дней в календарные, равный отношению числа рабочих дней к числу календарных дней в году; tcм – продолжительность одной смены, мин; S – число смен в сутках.
Преимуществом последовательного движения партии деталей является отсутствие перерывов в работе рабочих и оборудования на всех операциях. Однако этот вид движения имеет и существенные недостатки. Во-первых, детали пролеживают в течение длительного времени из-за перерывов партионности, свойственных данному виду движения, в результате чего создается большой объем незавершенного производства. Во-вторых, продолжительность технологического (производственного) цикла значительно увеличивается из-за отсутствия параллельности в обработке деталей. В связи с этим последовательное движение применяется преимущественно в единичном и мелкосерийном производствах, так как на таких предприятиях весьма широкая номенклатура изделий, а обработка деталей ведется небольшими партиями, что приводит к сокращению перерывов партионности и влияния их на продолжительность производственного цикла.
Сущностьпоследовательно-параллельного движения заключается в том, что на каждом рабочем месте работа ведется без перерывов, как при последовательном движении, но вместе с тем имеет место параллельная обработка одной и той же партии деталей на смежных операциях. Передача деталей с предыдущей операции на последующую производится не целыми партиями (n), а по-штучно или транспортными партиями (р). Пусть имеется такая же партия деталей, что и при последовательном виде движения, а величина транс-портной партии р= 1.
При построении графи-ка данного вида движений деталей по операциям техно-логического процесса (рис. 5.3) необходимо учитывать следу-ющие виды сочетаний пери-одов выполнения смежных операций.
1. Если периоды выполнения смежных операций (предыдущей и последующей) одинаковые, то между ними организуется параллельная обработка деталей, которые передаются с предыдущей операции на последующую поштучно или небольшими транспортными пар-тиями сразу же после их обработки.
2. Если продолжительность последующей операции меньше, чем предыдущей, то отсутствие простоев оборудования на последующей операции может быть обеспечено только после накопления перед ней известного запаса деталей, позволяющего эту операцию выполнять непрерывно (в примере t2 < t1). Для того чтобы определить момент начала последующей операции, необходимо от точки, соответствующей окончанию предыдущей операции над всей партией (n), отложить вправо отрезок, равный в принятом масштабе времени выполнения последующей операции tг) над одной транспортной партией (р), а влево – отрезок, равный продолжительности последующей операции над всеми предшествующими транспортными партиями.
3. Если продолжительность последующей операции больше, чем предыдущей (в нашем примере t3 > t2и t4 > t3, тo в этомслучае транспортную партию (р)можно передавать с предыдущей операции на последующую сразу же по окончании ее обработки.
Из рис. 5.3 видно, что продолжительность цикла изготовления партии деталей (п = 3) на т=4 операциях технологического процесса при последовательно-параллельном движении меньше, чем при последовательном движении из-за наличия параллельности протекания каж-дой пары смежных операций на суммарное время совмещений t. Таких совмещений столько, сколько операций в технологическом процессе за минусом единицы.
Время совмещения (параллельности) выполнения каждой пары смежных операций
где индекс при tкoр соответствует операциям с наименьшим временем их выполнения. Например, между первой и второй операциями tкoр = t2, между второй и третьей операциями tкoр = t2, между третьей и четвертой операциями tкoр = t3.
Тогда продолжительность технологического цикла изготовления партии деталей при последовательно-параллельном движении можно определить по формуле
Подставив данные рассматриваемого примера, получим продолжительность цикла обра-ботки партии деталей при последовательно-параллельном виде движения
Тц(пп) = 3 (2 + 1 + 1,5 + 2) – (3 – 1)(1 + 1 + 1,5) = 12,5 мин.
Продолжительность производственного цикла при последовательно-параллельном движении деталей по операциям рассчитывается по формуле
Достоинством этого вида движения является отсутствие перерывов в работе рабочих и оборудования и значительное сокращение продолжительности технологического (производственного) цикла по сравнению с последовательным видом движения. Данный вид движения позволяет вести работу большими партиями и при большой трудоемкости изготовления деталей, благодаря чему он широко используется в серийном и крупносерийном производстве.
Сущность параллельного вида движений заключается в том, что детали с одной операции на другую передаются поштучно или транспортными партиями (р) немедленно после завершения обработки (независимо от времени выполнения смежных операций). При этом обработка деталей по всем операциям осуществляется непрерывно и пролеживание деталей исключено. Это значительно сокращает продолжительность технологического цикла и, следо-вательно, производственного.
Пусть имеется такая же партия деталей, что и при последовательном и последовательно-параллельном видах движения, и величина транспортной партии р = 1.
При построении графика параллельного движения партии деталей по операциям (рис. 5.4) необходимо учитывать следующие правила:
1. Сначала строится технологиче-ский цикл для первой тран-спортной партии по всем опе-рациям без пролеживания между ними.
2. На операции с самой большой продолжительностью строится операционный цикл обработки деталей по всей партии (n) без перерывов в работе оборудо-вания.
3. Для всех остальных транспор-тных партий достраиваются операционные циклы.
Из рис. 5.4 видно, что продолжительность технологического цикла изготовления партии деталей (n = 3) на т = 4 операциях и при передаче их транспортными партиями (р = 1) определяется по формуле
Подставив данные из приведенного выше примера (n = 3, m = 4, р = 1) в полученную формулу, определим продолжительность технологического процесса:
Тц(пар) = (3-1)-2+1 -(2+ 1 + 1,5 + 2) = 10,5 мин.
Из графика и расчета видно, что технологический цикл изготовления партии деталей при данном виде движения является самым коротким по сравнению с другими видами движения. Вместе с тем на всех операциях, кроме операции максимальной по продолжительности, работа осуществляется с перерывами в работе оборудования. Исключение составляет случай, когда периоды выполнения операций технологического процесса равны либо кратны, т. е. синхронны. Этот вариант называется поточным видом движения, который применяется при организации непрерывно-поточных линий.
Продолжительность производственного цикла при параллельном виде движения деталей по операциям технологического процесса определяется по формуле
Преимущество этого вида движения состоит в том, что он обеспечивает наименьшую продолжительность технологического цикла и особенно, если процесс синхронизированный, а также равномерную загрузку рабочих и оборудования и высокую производительность труда. Данный вид движения применяется в серийном и массово-поточном производствах.
Источник
Расчет производственного цикла простого процесса.
Расчет производственного цикла начинается с определения длительности операционного цикла, а затем по всем другим элементам. Длительность однооперационного цикла выражается следующим образом:
Топ=(ntшт-к)/с,
Где n – размер партии, шт.
t – норма штучного времени по операциям, мин. / шт.
с – кол-во дублирующих станков на итерации.
При определении длительности многооперационного цикла необходимо учитывать степень одновременности обработки деталей, парных операциях.
Это зависит от вида движения деталей в производстве. Существует 3 стандартных вида движения: – последовательный, параллельный, параллельно-последовательный виды движения деталей.
1. Последовательный вид движения деталей в производстве
Передача детали с операции на операцию производства только после обработки всей партии деталей
Длительность операционного цикла при последовательном виде движения деталей рассчитывается по формуле:
Где n – размер партии, шт.
t – норма штучного времени по операциям, мин. / шт.
Преимущества последовательного вида движения деталей в производстве:
-отсутствие перерывов в загрузке оборудования по каждой операции
-простота планирования и управления производством
Недостатки последовательного вида движения деталей в производстве:
-самая большая длительность цикла
-большой объем незавершенного производства
-пролеживание деталей в ожидании обслуживания
Применение: мелкосерийное производство с большой номенклатурой, единичное производство.
2. Параллельный вид движения деталей в производстве
Предусматривается передача деталей с операции на операцию сразу же после окончания обработки на предыдущей операции. При этом обеспечивается непрерывность процесса обработки. В чистом виде параллельный вид м.б. только при поштучной передачи с операции на операцию. При передаче транспортными (передаточными) партиями, движение каждой партии будет носить последовательный характер, а весь процесс будет строиться по смешанной схеме.
Возможно 3 разновидности параллельного вида:
-разнооперационный (непрерывный)
-с кратным временем операции
-с различной длительностью операции
1) Процесс протекает непрерывно, все детали на всех операциях обрабатываются одновременно за исключением первой детали на первой операции и последней детали на последней операции
2) В этом случае можно достичь равноперационного процесса путем установления дублирующих станков на операциях.
Если нет дублирующих станков, то график строиться по третьему способу
3) Сначала строиться для кривой транспортной партии, детали как при последовательном виде движения, главная операция (максимальная по длительности) выполняется непрерывно и сроиться в виде сплошной линии. Все остальные операции подравниваются под эту главную операцию.
Длительность операционного цикла при параллельном виде движения деталей рассчитывается по формуле:
Где n – размер партии, шт.
p – размер передаточной партии, шт.
t – норма штучного времени по операциям, мин. / шт.
t глав. – длительность главной (самой длительной операции), мин.
Пример расчета операционного цикла при параллельном виде движения
Пусть партия n=40. Размер передаточной партии = 10. Длительности операций
t1=1мин, t2=2 мин, t3=3 мин, t4=4 мин. Рассчитаем операционный цикл.
Самая длинная операция четвертая, значит время главной операции = 4 мин.
(мин.).
Преимущества параллельного вида движения деталей в производстве
-минимально
-непрерывность обработки первой передаточной партии
Недостатки параллельного вида движения деталей в производстве
-перерывы в загрузке оборудования (отсюда его возможный простой)
-необходимо иметь запасы деталей м/у операциями
Применение: масса, крупносерийное производство, поточное производство
Параллельно-последовательный вид движения деталей в производстве
Предусматривает частное совмещение смежных операций. При это вся партия деталей обрабатывается на каждой операции без перебоев. Возможно 2 варианта построения смежных операций:
1) предыдущая короче последующей (t1<t2)
2)t1>t2
Длительность операционного цикла при параллельно-последовательном виде движения деталей рассчитывается по формуле:
Где n – размер партии, шт.
– сумма смещения
p – размер передаточной партии, шт.
t – норма штучного времени по операциям, мин. / шт.
t кор. опер. – сумма всех коротких смежных операций (каждая смежная операция сравнивается со следующей операцией).
Пример расчета операционного цикла при параллельно-последовательном виде движения:
Пусть партия n=40. Размер передаточной партии = 10. Длительности операций
t1=1мин, t2=2 мин, t3=3 мин, t4=4 мин. Рассчитаем операционный цикл.
Решение. Сравним операции друг с другом.
t1=1мин и t2=2 мин – короче первая, значит более короткое время 1 мин.
t2=2 мин и t3=3 мин – короче первая, значит более короткое время 2 мин.
t 3=3 мин и t4=4 мин – короче первая, значит более короткое время 3 мин.
Суммируем время коротких операций tкор=1+2+3=5 минут.
Длительность операционного цикла при параллельно-последовательном виде движения деталей рассчитывается по формуле:
Где n – размер партии, шт
– сумма смещения
p – размер передаточной партии, шт.
t – норма штучного времени по операциям, мин. / шт.
t кор. опер. – сумма всех коротких смежных операций (каждая смежная операция сравнивается со следующей операцией).
Тогда Т (оп. пар.посл.) = 40*(1+2+3+4)-(40-10)*5=250 минут.
Преимущества параллельно-последовательного вида движения:
-отсутствие перерывов в загрузке оборудования на каждой операции
Недостатки параллельно-последовательного вида движения:
Увеличивается длительность цикла по сравнению с параллельным видом, требуется тщательная организация оперативным управлением производства.
Применение: крупносерийное и серийное производство на многопредметных поточных линиях
Особенности параллельно-последовательного вида движения:
-сокращение короткой операции, находящейся между двумя более длительными будет не уменьшать, а увеличивать общую величину (длительность) операций цикла
-при сочетании операций возрастающих или убывающих по длительности цикл параллельно-последовательного движения будет равен циклу параллельного движения.
Источник
Различают следующие виды движений изделий по линиям:
1) Последовательное.
2) Параллельное.
3) Параллельно-последовательное.
1) Сущность последовательного вида движения:
- каждая последующая операция начинается только после окончания обработки всей партии деталей на предыдущей операции;
- передача деталей с одной операции на другую осуществляется всей партией в целом.
Длительность технологического цикла при последовательном виде движения равна
Длительность операционного цикла обработки партии одинаковых деталей на отдельной операции равна
где n – количество деталей в партии;
m – число операций, на которых обрабатывается партия деталей;
ti – норма времени на i -ю операцию;
ci – количество рабочих мест, на которых выполняется данная операция.
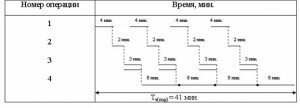
Пример. Имеется партия деталей n = 8 шт., технологический процесс обработки которой состоит из m = 4 операци, продолжительностью t1 = 2 мин.; t2 = 1 мин.; t3 = 3 мин.; t4 = 4 мин. Все операции, кроме третьей, выполняются на одном рабочем месте: с1 = 1; с2 = 1; с3 = 2; с4 = 1. Определить аналитическим и графическим методами длительность технологического цикла при последовательном виде движения деталей.
Решение
Продолжительность цикла обработки партии деталей составляет
Длительность операционного цикла обработки партии по каждой операции равна
После определения продолжительности операционных циклов строится график технологического цикла (рис. 2):
На графике работа двух параллельно работающих станков на третьей операции показана двумя параллельными линиями.
Достоинства этого метода: отсутствие перерывов в работе оборудования и рабочего на каждой операции; возможность их высокой загрузки в течение смены; простота организации.
Недостатки этого метода: детали пролеживают длительное время из-за перерывов партионности, следствием чего является создание большого объема незавершенного производства; из-за отсутствия параллельности в обработке деталей продолжительность технологического цикла наибольшая.
Последовательный вид движения применяется, как правило, в единичном и мелкосерийном производствах.
Параллельный вид движения
Сущность параллельного вида движения:
- детали передаются с операции на операцию поштучно или транспортными (передаточными) партиями;
- по каждой передаточной партии обеспечивается непрерывность ее обработки на всех операциях технологического процесса (обработка без пролеживания между операциями).
Под транспортной (передаточной) партией (p) понимается часть партии n, прошедшая обработку на данной операции и транспортируемая на непосредственно следующую за ней операцию.
Длительность технологического цикла при параллельном виде движения равна
Достоинства этого метода: он обеспечивает наименьшую продолжительность технологического цикла, а также равномерную загрузку рабочих и оборудования.
Недостатки этого метода: если процесс не синхронизированный (операционные циклы не равны), то на всех операциях, кроме операции с максимальным операционным циклом, наблюдаются перерывы в работе оборудования.
Данный вид движения применяется в серийном поизв-ве.
Параллельно – последовательный вид движения
Сущность параллельно – последовательного вида движения:
1. детали передаются с операции на операцию поштучно или транспортными (передаточными) партиями (как при параллельном движении);
2. обеспечивается непрерывность обработки всей партии деталей n, т.е. на каждом рабочем месте работа ведется без перерывов (как при последовательном движении).
Продолжительность технологического цикла рассчитывается по формуле:

Достоинства этого метода: отсутствие простоев в работе оборудования и рабочих; значительное сокращение продолжительности технологического цикла по сравнению с последовательным видом движения.
Данный вид движения широко используется в среднесерийном и крупносерийном производствах при обработке деталей большой трудоемкости.
Источник