Циклы для обработки отверстий

Стандартные сверлильные циклы запрограммированы заранее, их вызывают соответствующими инструкциями (G80 – G86) с указанием необходимых параметров. Обобщенная последовательность движений в стандартном цикле представлена
на рис. 4.5 [1, 2, 5].
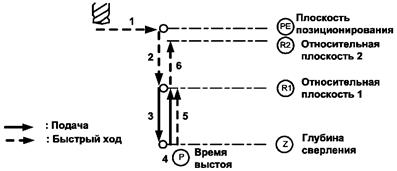
Рис. 4.5. Обобщенная последовательность движений в стандартном цикле:
1 – ускоренное позиционирование в активной плоскости; 2 – ускоренный подвод к точке R1 в «безопасной плоскости»; 3 – рабочее движение вдоль оси Z на глубину сверления со скоростью подачи; 4 – выстой в течение времени Р для торможения шпинделя перед его реверсом;
5 – вывод инструмента со скоростью подачи или ускоренно к точке R1 в «безопасной плоскости»;
6 – возможный ускоренный отвод к точке R2 [5]
Параметры стандартного цикла должны быть указаны вслед за его включением.
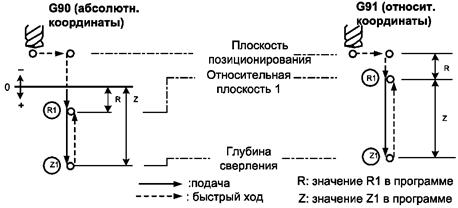
Число параметров зависит от самого цикла и СЧПУ, причем порядок их объявления обычно строго определен [1, 2, 5]. Параметры цикла можно задавать как в абсолютной,
так и в относительной системе координат (рис. 4.6).
 | |
| а) | б) |
Рис. 4.6. Задание некоторых параметров цикла в абсолютной
и относительной системах координат [5]
Цикл сверления(G81) предназначен для сверления обычных и центровых отверстий. После достижения глубины врезания осуществляется выстой. Выход производится на ускоренной подаче (рис. 4.7) [5].
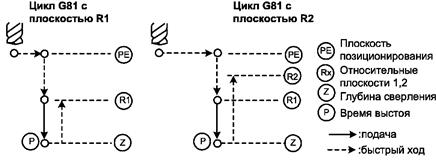
Рис. 4.7. Цикл сверления (G81) [5]
Цикл сверления (G82) аналогичен циклу G81, однако выход в точку R1 осуществляется со скоростью рабочей подачи (рис. 4.8) [5].
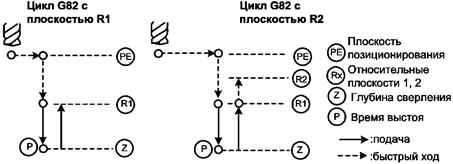
Рис. 4.8. Цикл сверления (G82) [5]
Цикл глубокого сверления (G83) предполагает удаление стружки из отверстия в процессе обработки. После каждого очередного врезания на глубину К осуществляется ускоренный вывод сверла в безопасную плоскость R1. Далее выполняется очередной ускоренный ввод сверла на глубину К, где ускоренная подача меняется на рабочую. Пошаговые углубления повторяются до достижения запрограммированной глубины Z (рис. 4.9) [6]. Часто данный цикл применяется при невозможности внутреннего подвода СОЖ в зону резания, и, как следствие, повышение вероятности забивания каналов вывода стружки и поломки сверла.
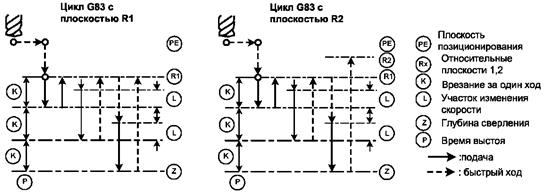
Рис. 4.9. Цикл глубокого сверления(G83) [5]
Разновидностью данного цикла является цикл с периодическим отскоком сверла на строго определенную величину. Очень часто данный цикл применяется при сверлении глубоких отверстий с подводом СОЖ через внутренние каналы инструмента непосредственно в зону резания.
Также возможно сверление с циклом, объединяющим в себе оба вышеописанных.
В этом случае полный вывод сверла из обрабатываемого отверстия осуществляется периодически лишь после осуществления нескольких отскоков инструмента.
Нарезание резьбы с компенсирующим патроном (G84) осуществляет нарезание левой или правой резьбы. Врезание метчика происходит за счет вращения шпинделя по часовой стрелке (вспомогательная функция МЗ) или против часовой стрелки (вспомогательная функция М4). По достижении запрограммированной глубины Z направление вращения шпинделя изменяется, и вывод инструмента осуществляется со скоростью рабочей подачи; при этом может быть предусмотрена выдержка времени Р в конце рабочего хода нарезания резьбы (рис. 4.10) [5].
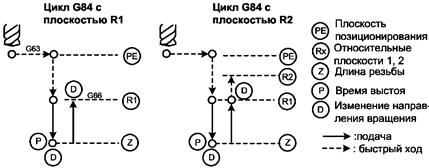
Рис. 4.10. Цикл нарезания резьбы с компенсирующим патроном (G84) [5]
Разновидностью цикла является нарезание резьбы без компенсирующего патрона.
В этом случае подача подсчитывается как произведение частоты вращения шпинделя на шаг резьбы. Основные параметры аналогичны вышеописанному циклу.
Рассверливание (G85). По достижении заданной глубины Z, шпиндель останавливается. Далее возможна выдержка времени P, после чего осуществляется ускоренный вывод инструмента (рис. 4.11) [5].
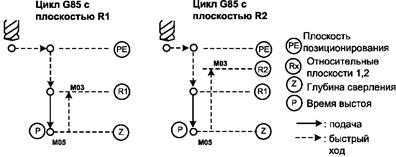
Рис. 4.11. Цикл рассверливания (G85) [5]
Рассверливание с выводом инструмента со скоростью рабочей подачи (G86). Отличается от предыдущего цикла лишь тем, что возврат к плоскости R1 осуществляется со скоростью рабочей подачи (рис. 4.12) [5].
Рис. 4.12. Цикл рассверливания с выводом инструмента
со скоростью рабочей подачи (G86) [5]:
а – цикл G86 с плоскостью R1; б – цикл G86 с плоскостью R2
Источник
Постоянными циклами называются специальные макропрограммы, заложенные в УЧПУ для выполнения стандартных операций механической обработки. Практически все станки с ЧПУ имеют набор циклов для обработки отверстий – циклы сверления, растачивания и нарезания резьбы. Эти циклы упрощают процесс написания УП и экономят время, так как позволяют при помощи одного кадра выполнить множество перемещений.

Рис. 8.1. Постоянные циклы обычно используются для обработки отверстий
Предположим, что необходимо просверлить несколько отверстий в детали. Чтобы просверлить одно отверстие, нужно на рабочей подаче опустить сверло на требуемую глубину, затем вывести его вверх на ускоренной подаче и переместить к следующему отверстию. Следующая программа демонстрирует, как просверлить несколько отверстий без использования постоянных циклов:
| % O0005 N100 G21 N102 G0 G17 G40 G49 G80 G90 N104 T1 M6 N106 G0 G90 G54 X5. Y5. S1000 M3 N108 G43 H1 Z100. N110 Z10. N112 G1Z-8. F70. N114 G0 Z10. N116 X15. N118 G1 Z-8. F70 N120 G0 Z10. N122 X-5. N124 G1 Z-8. F70 N126 G0 Z10. N128 X-15. N130 G1 Z-8. F70 N132 G0 Z10. N134 X5. Y-5. N136 G1 Z-8. F70 N138 G0 Z10. N140 X15. N142 G1 Z-8. F70 N144 G0 Z10. N146 X-5. N148 G1 Z-8. F70 N150 G0 Z10. N152 X-15. N154 G1 Z-8. F70 N156 G0 Z10. N158 Z100. N160 M5 N166 M30 % | Начало программы Строка безопасности Вызов инструмента Перемещение к отверстию № 1 Коррекция на длину инструмента Сверление отверстия № 1 Вывод сверла на ускоренной подаче Перемещение к отверстию № 2 Сверление отверстия № 2 Вывод сверла на ускоренной подаче Перемещение к отверстию № 3 Сверление отверстия № 3 Вывод сверла на ускоренной подаче Перемещение к отверстию № 4 Сверление отверстия № 4 Вывод сверла на ускоренной подаче Перемещение к отверстию № 5 Сверление отверстия № 5 Вывод сверла на ускоренной подаче Перемещение к отверстию № 6 Сверление отверстия № 6 Вывод сверла на ускоренной подаче Перемещение к отверстию № 7 Сверление отверстия № 7 Вывод сверла на ускоренной подаче Перемещение к отверстию № 8 Сверление отверстия № 8 Вывод сверла на ускоренной подаче Конец программы |
Использование постоянного цикла упрощает процесс создания программы для обработки отверстий, делает ее легко читаемой и существенно уменьшает в размере. Создадим новую УП для обработки этих же отверстий с постоянным циклом сверления:
| % O0005 N100 G21 N102 G0 G17 G40 G49 G80 G90 N104 T1 M6 N106 G0 G90 G54 X5. Y5. S1000 M3 N108 G43 H1 Z100. N110 Z10. N112 G99 G81 Z-8. R10. F70. N114 X15. N116 X-5. N118 X-15. N120 X5. Y-5. N122 X15. N124 X-5. N126 X-15. N128 G80 N130 Z100. N132 M5 N138 M30 % | Начало программы Строка безопасности Вызов инструмента Перемещение к отверстию № 1 Коррекция на длину инструмента Вызов цикла сверления Координаты отверстия № 2 Координаты отверстия № 3 Координаты отверстия № 4 Координаты отверстия № 5 Координаты отверстия № 6 Координаты отверстия № 7 Координаты отверстия № 8 Отмена цикла сверления Конец программы |
Очевидно, что новая программа имеет меньший размер. В кадре N112 находится код G81 для вызова цикла сверления. В этом же кадре находятся адреса, отвечающие за настройку параметров цикла. Адрес Z обозначает глубину сверления, a R определяет высоту отвода сверла из отверстия относительно нулевой плоскости. В последующих кадрах находятся координаты обрабатываемых отверстий. В них не нужно ставить коды вызова цикла сверления, так как G81 будет оставаться активным, пока его не отменят при помощи кода G80.
Работать с постоянными циклами очень удобно. Например, вы решили изменить глубину сверления и высоту вывода сверла из отверстия. При работе с программой без постоянного цикла вам придется отредактировать ее практически полностью. Если же вы используете постоянный цикл сверления, то для достижения нужного эффекта достаточно изменить несколько параметров.
Станки с ЧПУ могут иметь разнообразные циклы: от довольно простых – для сверления, растачивания и нарезания резьбы до более сложных – для обработки контуров и карманов. Некоторые циклы стандартизированы, хотя большинство из них разрабатываются производителями станков и систем ЧПУ самостоятельно. Поэтому на разных станках одинаковые по сути циклы могут записываться поразному, что конечно же затрудняет программирование. В этой главе мы рассмотрим циклы для обработки отверстий, использующиеся на подавляющем большинстве современных станов с ЧПУ.
Таблица 8.1. Постоянные циклы для обработки отверстий
| G код | Описание |
|---|---|
| G80 | Отмена постоянного цикла |
| G81 | Стандартный цикл сверления |
| G82 | Сверление с выдержкой |
| G83 | Цикл прерывистого сверления |
| G73 | Высокоскоростной цикл прерывистого сверления |
| G84 | Цикл нарезания резьбы |
| G74 | Цикл нарезания левой резьбы |
| G85 | Стандартный цикл растачивания |
Источник
ЧПУ Fanuc предлагает возможность использования 4-х циклов сверления: два цикла глубокого сверления и два цикла сверления с однократным проходом. Каждый цикл сверления предлагает определенные возможности. Программист выбирает соответствующий цикл в зависимости от требований к выполняемой операции.
В цикле глубокого сверления ось Z реверсируется с определенными интервалами для обеспечения нужного удаления стружки. Обязанность программиста обеспечить выполнение запрограммированных параметров и последующее достаточное устранение стружки во время операции сверления.
В цикле с однократным проходом сверления ось Z выполняет непрерывное перемещение для сверления заготовки. Программист обязан гарантировать, что запрограммированные параметры обеспечивают выполнение цикла без перегрузки инструмента. Ось Z реверсируется после завершения сверления отверстия.
Способ программирования циклов сверления изменяется в зависимости от того, какое программирование используется – абсолютное (G90) или инкрементное (G91). Все типовые программы в этой главе подразумевают абсолютное программирование. Положение инструмента в конце каждого цикла сверления управляется программой обработки детали с помощью команды G98 или G99.
Команда G98 или G99 может быть активизирована перед выполнением цикла сверления или в том же информационном блоке цикла сверления. G98 подается инструменту для его отвода в начальную точку цикла, когда он завершен. G98 – модальная команда и остается действующей до ее отмены командой G99. G99 подается инструменту для его отвода в точку возврата, когда цикл сверления завершен. G99 – модальная команда и остается действующей до ее отмены командой G98.
Отмена циклов сверления
Циклы сверления ДОЛЖНЫ быть отменены сразу после завершения. Если цикл сверления не отменен и подана команда на перемещение оси, то оси будут перемещаться в новое положение координат и выполнять активный цикл сверления. Запрограммируйте команду G80 отдельно в каждом информационном блоке немедленно после последнего действующего блока. Блок команды G80 появляется сразу после информационного блока, дающего команду на цикл сверления, ЗА ИСКЛЮЧЕНИЕМ сверления нескольких отверстий.
Циклы глубокого сверления
G73 и G83 используют приращения постоянной глубины для расстояния подачи на резку. Цикл G73 называется “высокоскоростным” из-за короткого расстояния отвода после каждого прохода. Для сравнения – Цикл G83 отводит сверло в точку возврата после каждого прохода. Каждый из этих циклов имеет свои преимущества и должен быть выбран в соответствии с требованиями к операции.
Параметры циклов
G73 или G83 X Y Z R Q F К
X, Y = координаты положения отверстия.
Z = расстояние от точки R до дна отверстия.
R = расстояние от точки старта цикла до начальной точки сверления.
Q = шаг сверления по оси Z (глубина резания за проход).
F = скорость рабочей подачи.
К = количество повторных сверлений в случае симметрично расположенных отверстий.
При выполнении цикла G73 мы имеем следующую последовательность перемещений по оси Z рис. 10.
1. Быстрый перевод сверла в начальную точку.
2. Из начальной точки сверло быстро перемещается в точку возврата.
3. Сверло подается в значение “Q”.
4. Сверло быстро поднимается на одно приращение отвода.
5. Сверло подается в значение “Q+ Приращение отвода”.
6. Пункты 4-5 повторяются до последнего прохода. На последнем проходе сверло подается на окончательную глубину отверстия, затем быстро отводится в начальную точку или в точку возврата в зависимости от того, какая команда активна G98 или G99.
Рис. 10. Цикл высокоскоростного сверления с периодическим выводом сверла G73
При выполнении цикла G83 последовательность перемещения оси Z следующая рис. 11.
1. Сверло быстро перемещается в начальную точку.
2. Из начальной точки сверло быстро перемещается в точку возврата.
3. Сверло подается в значение “Q”.
4. Сверло быстро подается в точку возврата.
5. Быстрое перемещение сверла (вниз) в точку “Быстрая подачи”.
6. Сверло подается в “Q+ Быстрая подача”
7. Пункты 4-6 повторяются до последнего прохода. На последнем проходе сверло подается на окончательную глубину отверстия, затем быстро отводиться в начальную точку или точку возврата – в зависимость от того, какая команда активна, G98 или G99.
Рис. 11. Цикл сверления с периодическим выводом сверла G83
Пример:
О0001 (DRILL)
N10 G21 G54;
N20 G40 G49 G80 G90; Активация абсолютного позиционирования
N30 T1 M6; (DRILL D15) Смена инструмента
N40 G43 H1; Активация коррекции на длину инструмента
N50 G00 X5. Y3.; Быстрое перемещение в положение XY
N60 S1500 M3; Включение вращения шпинделя по ЧС со скоростью 1500 об/мин
N70 G00 Z1. M8; Быстрое перемещение в начальное положение Z, выключение охлаждения
N80 G73 или G83G98 Z-2.125 R.1 Q.5 F3.67; Установка режима G98, определение и выполнение цикла G73 или G83.
N90 G80; Отмена цикла
…………
Циклы сверления с однократным проходом
Циклы сверления за один проход, G81 и G82, выполняются примерно одинаково, за исключением запрограммированной остановки в нижней части отверстия в цикле G82. Цикл G81 обычно применяется при полностью сквозном сверлении через заготовку, рис. 12. Цикл G82 обычно применяется для сверления таких глухих отверстий из-за того, что программируемая остановка позволяет более осуществить более качественную очистку в нижней части высверливаемого отверстия рис. 13. Каждый цикл необходимо выбирать в зависимость от требований к операции.
Рис. 12. Цикл сверления за один проход G81
Рис. 13. Цикл сверления за один проход с выдержкой времени G82
Параметры цикла
G81 X Y Z R F К
G82 X Y Z R Р F К
X, Y = координаты положения отверстия.
Z = расстояние от точки R до дна отверстия.
R = расстояние от точки старта цикла до начальной точки сверления.
Р = выдержка времени у дна отверстия.
F = скорость рабочей подачи.
К = количество повторных сверлений в случае симметрично расположенных отверстий.
Пример:
О0001 (DRILL)
N10 G21 G54;
N20 G40 G49 G80 G90; Активация абсолютного позиционирования
N30 T1 M6; (DRILL D15) Смена инструмента
N40 G43 H1; Активация коррекции на длину инструмента
N50 G00 X5. Y3.; Быстрое перемещение в положение XY
N60 S1500 M3; Включение вращения шпинделя по ЧС со скоростью 1500 об/мин
N70 G00 Z1. M8; Быстрое перемещение в начальное положение Z, выключение охлаждения
N80 G81G98 Z-2.125 R.1 F3.67; Установка режима G98, определение и выполнение цикла G73 или G83.
или
N80 G82G98 Z-2.125 R.1 Р500 F3.67; Установка режима G98, определение и выполнение цикла G73 или G83.
N90 G80; Отмена цикла
…………
Сверление нескольких отверстий
Все циклы, описанные выше, можно использовать для сверления нескольких отверстий. Цикл сверления остается действующим до отмены командой G80. Когда дана команда на выполнение цикла сверления, остается только запрограммировать положения X и Y в последовательных информационных блоках для того, чтобы дать команду станку выполнить сверление в каждом положении. Команда G80 программируется после завершения сверления всех отверстий для данного инструмента.
Пример:
О0001 (…..)
N10 G21 G54;
N20 G40 G49 G80 G90; Активация абсолютного позиционирования
N30 T1 M6; (DRILL D15) Смена инструмента
N40 G43 H1; Активация коррекции на длину инструмента
N50 S1200 M3; Включение вращения шпинделя по ЧС со скоростью 1200 об/мин
N60 G00 X.5 Y-3.; Быстрое перемещение в положение XY, включение охлаждения
N70 G82 G98 Z-3.265 R.1 P500 F3.67; Установка режима G98, определение и выполнение цикла G82 и сверление отверстия #1.
N80 Y-6. ; Сверление отверстия #2
N90 Y-9. ; Сверление отверстия #3
N100 X6.125 ; Сверление отверстия #4
N110 Y-6. ; Сверление отверстия #5
N120 Y-3. ; Сверление отверстия #6
N130 X10.75 Сверление отверстия #7
N140 Y-6. ; Сверление отверстия #8
N150 Y-9. ; Сверление отверстия #9
N160 G80; Отмена цикла
N170 G91 G28 X0 Y0 Z0;
N180 M9 M5;
N190 М1;
N200 G40 G49 G80 G90 ;
N210 G21 G54;
N220 T2 M6; (DRILL D22) Смена инструмента
N230 G43 H2; Активация коррекции на длину инструмента
N240 S950 M3; Включение вращения шпинделя по ЧС со скоростью 950 об/мин
N250 G00 X4. Y-1.5 М8; Активизирование абсолютного позиционирования, быстрое перемещение в положение XY, включение охлаждения
N260 G81 G99 Z-2.814 R.1 F3.3; Установка режима G99, Определение и выполнение цикла G81 и сверление отверстия #10
N270 Y-6. ; Сверление отверстия #11
N280 Y-10.5 ; Сверление отверстия #12
N290 X8.25 ; Сверление отверстия #13
N300 Y-6. ; Сверление отверстия #14
N310 Y-1.5 ; Сверление отверстия #15
N320 G80 ; Отмена цикла
N330 G91 G28 X0 Y0 Z0;
N340 M9 M5;
N350 М30;
Источник
Код G81 предназначен для вызова стандартного цикла сверления. Следующий кадр демонстрирует типичный формат этого цикла:
G81 Х10.0 Y15.3 Z-3.0 R0.5 F50.
Адреса X и Y определяют координаты обрабатываемых отверстий. Адрес Z указывает конечную глубину сверления, a R применяется для установления плоскости отвода. Плоскость отвода – это координата по оси Z, с которой начинается сверление на рабочей подаче. Плоскость отвода устанавливается немного выше поверхности детали, поэтому значение при R обычно положительное. Не стоит устанавливать плоскость отвода очень высоко, иначе сверло на рабочей подаче будет перемещаться слишком долго. Рабочая подача для цикла устанавливается с помощью F-слова данных.
Постоянные циклы и их параметры являются модальными. Вызвав цикл при помощи соответствующего G-кода, в следующих кадрах вы указываете координаты отверстий, которые необходимо обработать, не программируя никаких других кодов и параметров. После кадра, содержащего координаты последнего отверстия, необходимо запрограммировать G80 – код отмены (окончания) постоянного цикла. Если этого не сделать, то все последующие координаты перемещений будут считаться координатами обрабатываемых отверстий.
Цикл сверления с выдержкой вызывается при помощи команды G82. Функционирует этот цикл аналогично стандартному циклу сверления, с единственной разницей в том, что при G82 на дне отверстия запрограммировано время ожидания (выдержка). Цикл сверления с выдержкой часто применяется для сверления глухих отверстий, так как запрограммированное время ожидания обеспечивает лучшее удаление стружки со дна отверстия. Адрес Р устанавливает время ожидания на дне отверстия. Как правило, время выдержки указывается в 1/1000 сек. без десятичной точки. Например, в следующем кадре выполняется цикл сверления с выдержкой на дне отверстия, равной 6.5 секунды:
G82 Х10.0 Y15.3 Z-3.0 P6500 R0.5 F50.
При выполнении механической обработки отверстий при помощи постоянных циклов вам необходимо знать, что такое исходная плоскость и плоскость отвода. Две эти плоскости используются для управления перемещениями по оси Z между отверстиями. О плоскости отвода мы уже говорили. Плоскость отвода – это координата (уровень) по оси Z, устанавливаемая R-адресом, с которой начинается сверление на рабочей подаче и в которую возвращается инструмент после того, как он достиг дна обрабатываемого отверстия. Исходная плоскость – это координата (уровень), по оси Z в которой располагался инструмент перед вызовом постоянного цикла. Код G98 используется для работы с исходной плоскостью, а код G99 – с плоскостью отвода.

Рис. 8.2. При использовании кода G98 в постоянном цикле инструмент каждый раз возвращается в исходную плоскость, а при использовании G99 – в плоскость отвода, установленную R-адресом
Предположим, что инструмент находится в координате Z20.0 в момент вызова цикла сверления. Тогда исходная плоскость будет располагаться на расстоянии 20 мм выше нулевой точки по оси Z. То есть для установления исходной плоскости не требуется указывать какие-либо специальные адреса. Однако для установления плоскости отвода необходимо использовать адрес R. Формат кадра для цикла сверления выглядит следующим образом:
G98 G81 Х10.0 Y15.3 Z-3.0 R0.5 F50.
или
G99 G81 Х10.0 Y15.3 Z-3.0 R0.5 F50.
Если цикл сверления работает совместно с кодом G98, то инструмент возвращается к исходной плоскости в конце каждого цикла и между всеми обрабатываемыми отверстиями. Код G98 применяется, когда требуется увеличенное расстояние отвода, для того чтобы избежать столкновения инструмента с деталью. Учтите, что если вы работаете с G98 сразу после смены инструмента, то исходная плоскость, скорее всего, будет установлена очень высоко, и инструмент будет перемещаться к отверстию непозволительно долго.
Когда нет опасности столкновения инструмента с деталью, то обычно используют код G99, который позволяет сократить время при обработке множества отверстий. В этом случае инструмент перемещается между отверстиями и выводится вверх в конце цикла до координаты по Z, установленной R-словом данных.
Рис. 8.3. Будьте особенно внимательны при использовании постоянного цикла с G99. Если плоскость отвода (R) установлена неправильно, то может произойти столкновение инструмента с деталью
Обычно системы ЧПУ позволяют переключаться между G98 и G99 прямо внутри постоянного цикла между обрабатываемыми отверстиями:
…
G99 G81 X10.0 Y15.3 Z-3.0 R0.5 F50.
X20 Y20
G98 X30 Y30
X40 Y40
…
Источник