Производственный цикл это длительность цикла

Сделаем обзор про продолжительность производственного цикла. Управление оборотными активами включает в себя расчет двух циклов:
- производственный цикл предприятия,
- финансовый цикл компании.
Пройдите наш авторский курс по выбору акций на фондовом рынке → обучающий курс
Инфографика: Продолжительность производственного цикла
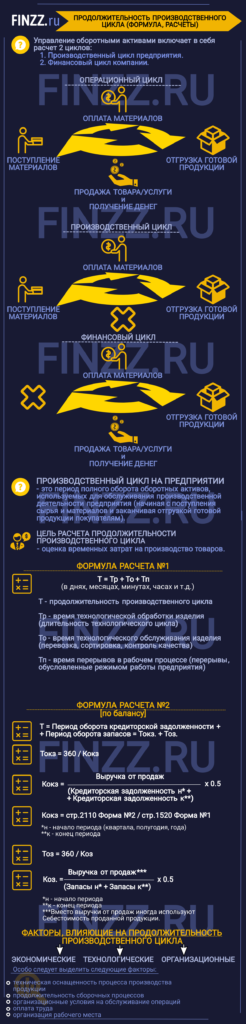
Анализ данных циклов формирует операционную деятельность на предприятии. На рисунке ниже видно, что производственный цикл включается в операционный. Более подробно про операционный цикл вы можете прочитать в статье: “Продолжительность операционного цикла“.

Продолжительность производственного цикла
Производственный цикл на предприятии – это период полного оборота оборотных активов, используемых для обслуживания производственной деятельности предприятия, начиная с поступления сырья и материалов и до отгрузки готовой продукции покупателям. Расчет продолжительности производственного цикла в бизнес плане позволяет оценить временные затраты на производство товаров.
Формула расчета продолжительности производственного цикла
Расчет продолжительности производственного цикла предприятия производится по следующей формуле:
где:
Т – время продолжительности производственного цикла,
Тр – время технологической обработки изделия (длительность технологического цикла),
То – время технологического обслуживания изделия (время перевозки изделия, время его сортировки, время на контроль качества),
Тп – время перерывов в рабочем процессе (время перерыва, обусловленного режимом работы предприятия).
Производственный цикл может измеряться в днях, месяцах, минутах, часах и т.д.
Формула расчета продолжительности производственного цикла по балансу (строки)
Продолжительность производственного цикла предприятия можно рассчитать по его балансу. Формула расчета следующая:
Более детально разберем составляющие формулы и способы их расчета по балансу.
Период оборота кредиторской задолженности
Первая составляющая формулы – период оборота кредиторской задолженности. Показатель рассчитывается следующим образом:
где:
Для расчета необходимо рассчитать кредиторскую задолженность на начало и конец периода и разделить их сумму на 2. Так получится средняя кредиторская задолженность за период. Период может быть квартал, полгода, год.
Период оборота запасов
Вторая составляющая формулы расчета продолжительности производственного цикла – период оборота запасов. Показатель рассчитывается следующим образом:
Вместо “Выручки от продаж” иногда используют “Себестоимость проданной продукции”. Сложив вместе период оборота кредиторской задолженности и период оборота запасов вы получите продолжительность производственного цикла.
Факторы, влияющие на продолжительность производственного цикла предприятия
Условно все факторы можно разделить на экономические, технологические и организационные. Среди данных групп факторов особо можно выделить отметить:
- техническая оснащенность процесса производства продукции,
- продолжительность сборочных процессов,
- организационные условия на обслуживание операций,
- оплата труда,
- организация рабочего места
- и т.д.
Резюме
В статье рассмотрели производственный цикл на предприятии. Его анализ является одним из составляющих операционного анализа организаций и бизнеса. С помощью него можно определить эффективность деятельности предприятия и выделить факторы, которые необходимо уменьшить для достижения плановых показателей деятельности.
Пройдите наш авторский курс по выбору акций на фондовом рынке → обучающий курс
Автор: Жданов Василий Юрьевич, к.э.н.
Источник
Производственный цикл является важнейшим технико-экономическим показателем, исходный для расчета многих показателей производственно-хозяйственной деятельности промышленного предприятия.
Производственный цикл – это время, в течение которого сырье, основной материал или полуфабрикаты, проходя все операции технологического процесса, превращаются в готовую продукцию. В целом, производственный цикл – это совокупность каких-либо работ, процессов, важнейшими факторами которого, являются длительность и структура данного цикла.
Структура производственного цикла в общем виде представлена на рисунке 1.
Рисунок 1 – Структура производственного цикла
Перерывы могут быть обусловлены следующими факторами:
– установленный на предприятии режим работы,
– нерабочие дни и смены,
– междусменные и обеденные перерывы,
– внутрисменные регламентированные перерывы для отдыха рабочих,
– ожидание освобождения рабочего места,
– ожидание на сборке комплектующих узлов и деталей,
– неравенство производственных ритмов на смежных, т.е. зависимых друг от друга, рабочих местах,
– отсутствие энергии,
– отсутствие материалов
– отсутствие транспортных средств и т.п.
Длительностью производственного цикла считают время от начала до конца производственного процесса изготовления одного изделия (машины, узла или детали), определяют в сутках, часах или минутах по формуле 2 как сумму рабочего периода и перерывов:
Тц = Тврп + Твпр , (2)
где Тц – длительностью производственного цикла;
Тврп – время рабочего периода, когда выполняются технологические операции;
Твпр – время перерывов.
Время рабочего периода определяется по формуле 3:
Тврп = Тшк + Тк + Ттр + Те , (3)
где Тврп – время рабочего периода;
Тшк– штучно-калькуляционное время;
Тк – время контрольных операций;
Ттр – время транспортирования предметов труда;
Те – время естественных процессов (например, естественной сушки и т.п.).
Сумму Тшк + Тк + Ттрназывают операционным временем Топр и определяют по формуле 4:
Топр = Тшк + Тк + Ттр (4)
Штучно-калькуляционное время рассчитывается по формуле 5:
Тшк = Топ + Тпз + Тен +Тото , (5)
где Тшк – штучно-калькуляционное время;
Топ – оперативное время;
Тпз – подготовительно-заключительное время при обработке новой партии деталей;
Тен – время на отдых и естественные надобности рабочих;
Тото – время организационного и технического обслуживания (получение и сдача инструмента, уборка рабочего места, смазка оборудования и т.д.).
Оперативное время Топ состоит из основного Тос и вспомогательного времени Тв, рассчитывается по формуле 6:
Топ = Тос + Тв , (6)
где Топ – оперативное время;
Тос – основное время, т.е. непосредственное время обработки или выполнения работы;
Тв – вспомогательное время;
Вспомогательное время Тв определяется по формуле 7:
Тв = Ту + Тз + Ток, (7)
где Тв – вспомогательное время;
Ту – время установки и снятия детали с оборудования;
Тз – время закрепления и открепления детали в приспособлении;
Ток – время операционного контроля рабочего (с остановкой оборудования) в ходе операции.
Время перерывов Твпр рассчитывается по формуле 8:
Твпр = Тмо + Трт + Тр + Торг, (8)
где Твпр – время перерывов;
Тмо – межоперационное пролеживание детали;
Трт – время перерывов, обусловленных режимом труда;
Тр – время перерывов на межремонтное обслуживание и осмотры оборудования;
Торг – время перерывов, связанных с недостатками организации производства.
Время межоперационного пролеживания детали Тмо определяется по формуле 9:
Тмо = Тпар + Тож + Ткп , (9)
где Тмо – время межоперационного пролеживания детали;
Тпар – время перерывов партионности;
Тож – перерывы ожидания;
Ткп – перерывы комплектования.
Перерывы партионности Тпар возникают при изготовлении изделий партиями и обусловлены пролеживанием обработанных деталей до готовности всех деталей в партии на технологической операции.
Перерывы ожидания Тож вызываются несогласованной длительностью смежных операций технологического процесса.
Перерывы комплектования Ткп возникают при переходе от одной фазы производственного процесса к другой.
Итак, производственный цикл можно выразить формулой 10:
Тц = Топр + Те + Тмо + Трт + Тр + Торг ,(10)
где Тц – производственный цикл;
Топр – операционное время;
Те – время естественных процессов;
Тмо – межоперационное пролеживание детали;
Трт – время перерывов, обусловленных режимом труда;
Тр – время перерывов на межремонтное обслуживание и осмотры оборудования;
Торг – время перерывов, связанных с недостатками организации производства.
При расчете производственного цикла необходимо учитывать перекрытие некоторых элементов времени либо технологическим временем, либо временем межоперационного пролеживания Тмо. Время транспортировки предметов труда Ттр и время выборочного контроля качества Ткявляются перекрываемыми элементами.
В итоге, производственный цикл можно выразить формулой 11:
Тц = (Тшк + Тмо) kпер kор + Те ,(11)
где Тшк – штучно-калькуляционное время;
Тмо – межоперационное пролеживание детали;
Те – время естественных процессов;
kпер – коэффициент перевода рабочих дней в календарные дни.
kор – коэффициент, учитывающий перерывы на межремонтное обслуживание оборудования и организационные неполадки (как правило, принимают kор = 1,15 … 1,2);
Коэффициент перевода kпер рабочих дней в календарные дни рассчитывают по формуле 12:
kпер=Dк/Dр ,(12)
где Dк – календарные дни в году;
Dр – рабочие дни в году.
В серийном производстве изделия изготовляются партиями.
Различают следующие виды партий:
– производственная (группа изделий одного наименования и типоразмера, запускаемых в производство в течение определенного интервала времени при одном и том же подготовительно-заключительном времени на операцию);
– операционная (производственная партия или ее часть, поступающая на рабочее место для выполнения технологической операции).
Различают следующие виды производственных циклов:
– простой (т.е. цикл изготовления детали);
– сложный (т.е. цикл изготовления изделия).
Длительность производственного цикла в основном зависит от способа передачи детали или изделия с операции на операцию.
Существуют следующие виды движения детали или изделия в процессе ее изготовления:
– последовательный;
– параллельный.
Формулы, а также примеры расчетов длительности производственного цикла при различных видах движения детали (или изделий) представлены в п. 1.6 настоящего руководства.
Наиболее экономически эффективной формой организации производственного процесса является поточное производство, обладающее следующими признаками:
– закрепление одного или ограниченного числа наименований изделий за определенной группой рабочих мест;
– специализация рабочих мест;
– ритмическая повторяемость согласованных во времени технологических и вспомогательных операций;
– расположение оборудования и рабочих мест по ходу технологического процесса;
– применение специальных транспортных средств для межоперационной передачи изделий.
Поточное производство обеспечивает самую высокую производительность труда, низкую себестоимость продукции, наиболее короткий производственный цикл. Основой поточного производства является поточная линия.
При проектировании и организации поточных линий выполняются расчеты показателей, которые определяют регламент работы линии и методы выполнения технологических операций.
Расчет такта.
Такт поточной линии – расчетная длительность равных промежутков рабочего времени между выпуском с поточной линии друг за другом изделий или деталей.
Исходные данные расчета такта:
– производственное задание на год (месяц, смену);
– плановый фонд рабочего времени за этот же период;
– планируемые технологические пооперационные потери.
Такт поточной линии рассчитывается по формуле 13:
r = Fд / Qзап , (13)
где r – такт поточной линии, мин;
Fд – действительный фонд времени работы линии в течение года, мин;
Qзап – количество изделий по плану запуска в производство на поточной линии за год, шт.
В процессе изготовления детали на поточной линии может произойти отсев деталей (например, брак). Для обеспечения заданного количества деталей при расчете такта необходимо учитывать программу запуска Qзап, определяемая по формуле 14:
Qзап = (Qвып 100% ) / (100%-α), (14)
где Qзап – количество изделий по плану запуска в производство на поточной линии за год, шт.;
Qвып – план выпуска изделий, шт.;
α – процент отсева деталей (технически неизбежный брак), определяется по практическим данным.
Действительный годовой фонд времени работы линии в планируемом периоде Fд рассчитывается по формуле 15:
Fд = Dраб dсм Tсм kпер kрем , (15)
где Dраб – число рабочих дней в году;
dсм – количество рабочих смен в сутки;
Tсм – продолжительность смены;
kпер – коэффициент, учитывающий планируемые перерывы;
kрем – коэффициент, учитывающий время плановых ремонтов.
Коэффициент, учитывающий планируемые перерывы kпер определяется по формуле 16:
kпер = (Тсм – Тпер) / Тсм , (16)
где Tсм – продолжительность смены;
Тпер – время планируемых внутрисменных перерывов.
Ритм – это количество изделий, выпускаемых поточной линией в единицу времени, или величина, обратная такту.
Источник
Производственный цикл (ПЦ) – центральное значение технического характера. На его основании исчисляются многие значения деятельности предприятия. Значение ПЦ нужно для установления сроков запуска объектов в производство. Сроки последнего устанавливают необходимые ресурсы, которые должны быть у отделов.
Как разработать методику раздельного учета при наличии операций с длительным производственным циклом?
Что такое производственный цикл
Производственный цикл – это период полноценного оборота средств, которые нужны для обслуживания работы предприятия. Начало цикла – это приход сырья и материалов, его завершение – это отгрузка продукции. То есть ПЦ – это продолжительность времени, нужная для полного изготовления товара. Результат производственного цикла – это получение готового изделия. Определение длительности ПЦ обеспечивает установление затрат времени на производство товара. Измеряется он в сутках, часах и минутах. Рассматриваемый показатель нужен в следующих случаях:
- Подтверждение правильности определения программы изготовления товаров.
- Формирование графика движения объектов на протяжении изготовления (логистика).
- Установление масштабов незавершенного производства.
- Определение размера оборотных средств.
Производственный цикл необходим при внутреннем планировании в компании. Главная задача проведения расчетов – предельное уменьшение длительности ПЦ. Нужно это для достижения следующих целей:
- Уменьшение объема использующихся оборотных средств.
- Сокращение продолжительности оборота средств.
- Сокращение площадей складов, на которых хранятся объекты незавершенного производства, сырье.
- Повышение качества эксплуатации базовых фондов.
- Сокращение себестоимости товара.
Сокращение производственного цикла необходимо для экономии ресурсов компании. В дальнейшем это поможет увеличить прибыль: себестоимость продукции уменьшается, а продажи увеличиваются.
Как учитывается незавершенное производство при длительном, а также непрерывном производственных циклах у предприятия?
Структура производственного цикла
Рассмотрим составляющие производственного цикла:
- Период исполнения (время, уходящее только на саму работу). Подразделяется на базовые операции и вспомогательные. К первым относятся заготовительные и сборочные операции, ко вторым – транспортные и контрольные.
- Период, отведенный на естественные процессы. Предполагает периоды отдыха, обусловленные естественными причинами (к примеру, это ночное время).
- Перерывы. Это межоперационные периоды, перерывы между циклами. Также перерывы обусловлены сезонным характером работ.
Комплекс действий именуется технологическим циклом. Этот цикл отображает период, на протяжении которого выполняется прямое или опосредованное влияние сотрудников на объект.
Вопрос: Как отразить в учете организации-исполнителя оказание услуг с длительным циклом производства, если в соответствии с учетной политикой выручка от оказания таких услуг признается по мере готовности услуг, степень которой определяется ежеквартально по доле выполненного объема услуг в общем объеме услуг по договору?
Посмотреть ответ
Перерывы подразделяются на два вида:
- Периоды отдыха, обусловленные режимом работы в компании. Это выходные, праздники, перерывы на обед.
- Периоды отдыха, связанные с техническими условиями. Например, это может быть ожидание освобождения рабочего места, сборки необходимых деталей. Также простой может быть вызван взаимозависимостью неравноценных производственных операций, отсутствием электроэнергии.
Итак, производственный цикл – это не только действия, связанные с производством товара, но и периоды запланированного и вынужденного отдыха.
Формула для расчета производственного цикла
Значение цикла устанавливается по этой формуле:
Т п.ц. = Ттехн + Тпер + Тест.проц.
В формуле использованы эти значения:
- Тп.ц. – сроки ПЦ.
- Ттехн – сроки технологического этапа.
- Тпер – перерывы.
- Тест.проц – сроки естественных простоев.
При вычислении продолжительности цикла нужно принимать во внимание только те промежутки, которые не компенсируются периодом технологических действий. К ним относятся контрольные мероприятия, транспортировка сырья и изделий. Периоды отдыха, вызванные организационно-техническими проблемами (к примеру, задержка в поставках сырья, проблемы с дисциплиной на предприятии) при определении плановой продолжительности ПЦ не принимаются во внимание.
При определении значения цикла принимаются во внимание нюансы движения объекта труда по производственным действиям. Движение подразделяется на следующие формы:
- Последовательное. Работа с новой партией однородных объектов труда инициируется только после того, когда была обработана прошлая партия.
- Параллельное. Направление предметов на операцию выполняется после того, как была обработана прошлая операция. Рассматриваемая форма движения обуславливает сокращение показателей цикла.
- Параллельно-последовательное. Направление объектов на операцию реализуется во время исполнения смежной операции. Рассматриваемый порядок позволяет исключить перерывы.
От типа движения объектов труда зависит временной промежуток цикла.
От чего зависит значение производственного цикла
Сжатость производственного цикла определяется этими факторами:
- Технологические процессы. Оснащенность предприятия техническими инструментами воздействует на длительность обработки и сборки.
- Организационные. Предполагают действия по организации рабочих процессов. Эти процессы воздействуют на длительность вспомогательных действий, перерывов.
- Экономические. Они влияют на значения механизации, техническое совершенство и сроки процессов, значения незавершенного производства.
Длительность цикла – это результат целой массы факторов, присутствующих на предприятии. Изменение одного из факторов способствует как сокращению, так и умножению цикла. То есть сроки производственного цикла можно изменять. Для этого используются разные методы.
На что влияет значение производственного цикла
ВАЖНО! Образец договора аренды оборудования с полным производственным циклом от КонсультантПлюс доступен по ссылке
Производственный цикл – это составляющий элемент движения оборотных средств. Его сокращение вызывает повышение скорости оборачиваемости. То есть сокращенный цикл приводит к увеличению количества оборотов в течение отчетного года.
Итог этого – аккумулирование дополнительных средств, которые могут направить на модернизацию и расширение производства. Кроме того, уменьшаются масштабы незавершенного производства. Это влечет за собой аккумулирование средств в вещественном виде. То есть высвобождаются материальные ресурсы.
Продолжительность цикла также определяет производственную мощность. Под последней подразумевается предельно возможный выпуск товаров в отчетном периоде. Как это происходит? Чем меньше времени нужно на создание одного продукта, тем больше товаров можно произвести. Следовательно, увеличивается мощность.
Со сжатием цикла повышается и качество производительности труда. Происходит повышение объема выпуска товара, что влечет умножение мощности. Это влечет за собой снижение доли труда сотрудников. Себестоимость же уменьшается за счет сокращения затрат с учетом повышения мощности.
Как можно сократить цикл
Сжать цикл возможно этими способами:
- Закупка более совершенного в техническом плане оборудования.
- Внедрение непрерывных процессов.
- Увеличение глубины специализации.
- Использование методик научной организации.
- Применение робототехники.
- Улучшение трудовой дисциплины.
- Уменьшение числа перерывов законными путями (к примеру, несколько смен в сутки).
- Модернизация всего производства.
- Повышение качества управления.
- Внедрение новых методов организации рабочих процессов.
ВАЖНО! Сокращение производственного цикла – одна из ключевых задач руководителя предприятия. Это позволяет улучшить сразу ряд базовых показателей. Сокращение ПЦ предполагает составление подробного плана. Имеет смысл работать над теми факторами, изменение которых предполагает наименьшие затраты. Перед исполнением плана нужно проанализировать все факторы, влияющие на производственный цикл.
Источник