На токарном станке нет цикла чернового точения

Стандартные токарные циклы FANUС [основная статья]
Рубрика: “Циклы FANUC понятным языком”
При работе на станках со стойкой ЧПУ FANUC неизбежно приходится писать программы обработки деталей. Способов создания этих программ множество – самый простой (но не быстрый способ) писать программы вручную. Это особенно актуально при работе на токарных станках с ЧПУ. Токарные операции требуют меньшего количества кадров программы чем фрезерные, поэтому все эти перемещения вполне реально прописать вручную. При этом часть кадров и даже блоков программы получаются достаточно единообразными и их можно скопировать.
Если на Вашем станке установлена система ЧПУ FANUC, то процесс ручного написания программ значительно упрощается. Инженеры этой японской фирмы позаботились о том, чтобы наладчик не тратил своё время на рутинное прописывание однообразных траекторий. С первого взгляда структура циклов токарной обработки FANUC весьма сложна и разобраться новичку в них будет не просто – но это только с первого взгляда! Наши статьи из рубрики «Циклы FANUC понятным языком» помогут Вам разобраться в этой теме, не затратив при этом много времени. В этой статье собраны основные циклы Fanuc для токарной обработки. Для каждого цикла прописаны лишь основные моменты, но для более детального разбора вы можете переходить по ссылкам, и читать более развёрнутое описание с учётом всех нюансов, которые обычно встречаются на практике.

Общий вид стойки FANUC
Не исключено, что статьи из рубрики «Циклы FANUC понятным языком» будут интересны и тем, кто много лет работал со стойками FANUC. Несмотря на то, что стойки FANUC – это самые распространённые стойки с ЧПУ на производствах, тем не менее при покупке новых станков обучение на них зачастую проводят поверхностно или не проводят вообще. А справочные материалы, предоставленные заводом изготовителем, не всегда в доступной форме и в полной мере раскрывают возможности автоматических циклов.
Цикл продольной черновой обработки G90
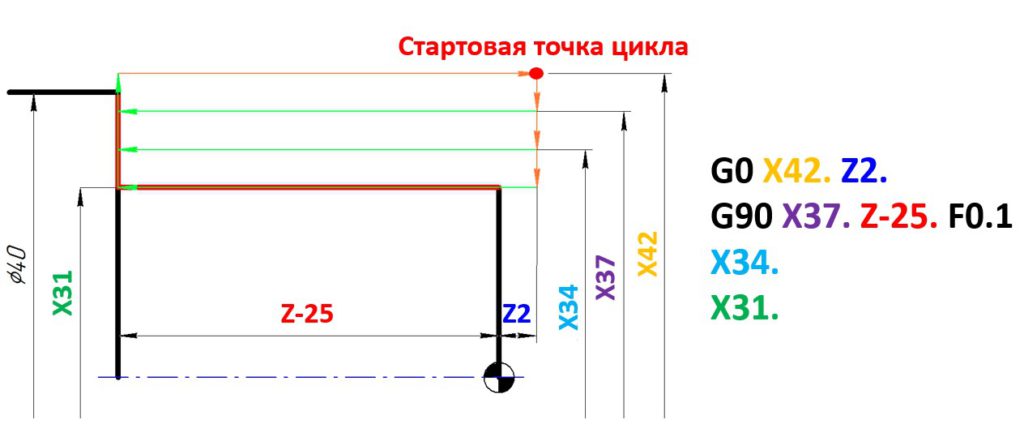
G90 – цикл автоматической черновой продольной обработки стойки FANUC предназначен для проточки длинных цилиндрических участков детали. Так же можно растачивать внутренние отверстия. При необходимости можно запрограммировать коническую проточку.
Достоинства:
- Позволяет проточить необходимый диаметр за несколько проходов по глубине.
- Запись цикла лаконична, что позволяет снизить вероятность ошибки и упростить последующее редактирование.
- Для каждого прохода может быть индивидуально задана подача и скорость вращения шпинделя.
Недостатки:
- Не удобен при большой разнице начального и конечного диаметров.
- Нет чистового прохода.
- Неудобное программирование конических поверхностей.
- Инструмент после каждого прохода возвращается в исходную точку цикла.
Ниже представлен пример программирования цикла G90:
Больше информации по этому циклу можно найти в статье G90 – цикл продольной черновой обработки
Цикл торцевой черновой обработки G94
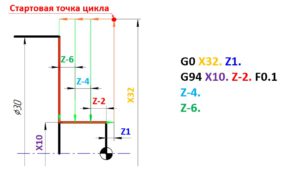
G94 – цикл черновой поперечной обработки FANUC может быть полезен при программировании проточки коротких цилиндрических участков детали с большой разницей начального и конечного диаметров. Иными словами – это цикл для обработки торцевых поверхностей детали. При желании может быть запрограммированно коническое торцевание. Данный цикл является аналогом цикла G90, только основной съём материала идёт в другом направлении.
Достоинства:
- Позволяет подрезать торец детали за несколько проходов по глубине.
- Запись цикла лаконична, что позволяет снизить вероятность ошибки и упростить последующее редактирование.
- Для каждого прохода может быть индивидуальна задана подача и скорость вращения шпинделя.
Недостатки:
- Не удобен при большой глубине обработки.
- Нет чистового прохода.
- Неудобное программирование конических поверхностей.
- Инструмент после каждого прохода возвращается в исходную точку цикла.
Ниже представлен пример программирования цикла G94:
Больше информации по этому циклу можно найти в статье G94 – цикл торцевой черновой обработки
Цикл нарезания резьбы G92
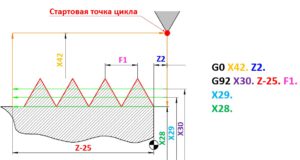
G92 – цикл нарезания резьбы резцом. Позволяет сделать несколько проходов резьбовым резцом по глубине, при этом на станке включается синхронизация, которая позволяет попадать резцом в один и тот же виток. При этом указывается фиксированная длина нарезания резьбы, которая распространяется на весь цикл.
Достоинства:
- Позволяет проточить один или несколько проходов резьбы на фиксированную глубину.
- Можно задать индивидуальные режимы резания и глубины для каждого прохода.
Недостатки:
- Не удобен при большом количестве проходов.
- Координату каждого прохода нужно задавать вручную.
- Нет чистового прохода.
- Нет параметра отвечающего за сбег резьбы.
Ниже представлен пример программирования цикла G92:
Больше информации по этому циклу можно найти в статье G92 – цикл нарезания резьбы
Цикл черновой продольной контурной обработки G71
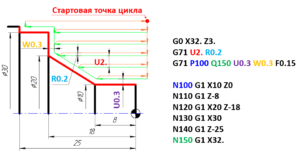
G71 – это цикл черновой продольной контурной обработки. Данный цикл имеет более расширенный функционал по сравнению с циклом G90. В большинстве случаев рекомендуется применять именно этот цикл обработки.
Достоинства:
- Позволяет проточить контур любой сложности.
- Количество проходов в цикле рассчитывается через параметр величины съёма материала, то есть не нужно задавать каждый проход отдельно.
- Дополняется циклом G70, который позволяет сделать чистовой проход.
- Обтачиваемый контур программируется отдельно от цикла, и прописывается как обычная траектория движения инструмента – удобно в редактировании.
- Можно запрограммировать припуски, причём отдельно по оси X и Z.
- При каждом проходе автоматически вычисляется отвод по оси X, что позволяет сэкономить машинное время.
Недостатки:
- Нельзя задавать скорость подачи на отдельные проходы.
- Расстояние между проходами фиксированное для всего цикла.
- Необходимо нумеровать строки кода, которые описывают контур.
Ниже представлен пример программирования цикла G71:
Больше информации по этому циклу можно найти в статье G71 – цикл черновой продольной контурной обработки
Цикл черновой поперечной контурной обработки G72
G72 – это цикл черновой поперечной контурной обработки. Этот цикл схож с циклом G71, только обработка ведётся по направлению оси X. Применяя этот цикл очень удобно обрабатывать фасонные торцевые поверхности. Данный цикл может применятся при контурном растачивании отверстий.
Достоинства:
- Удобен для обработки торцевых поверхностей.
- Позволяет проточить контур любой сложности.
- Количество проходов в цикле рассчитывается через параметр величины съёма материала, то есть не нужно задавать каждый проход отдельно.
- Дополняется циклом G70, который позволяет сделать чистовой проход.
- Обтачиваемый контур программируется отдельно от цикла, и прописывается как обычная траектория движения инструмента – удобно в редактировании.
- Можно запрограммировать припуски, причём отдельно по оси X и Z.
- При каждом проходе автоматически вычисляется отвод по оси Z, что позволяет сэкономить машинное время.
Недостатки:
- Нельзя задавать скорость подачи на отдельные проходы.
- Расстояние между проходами фиксированное для всего цикла.
- Необходимо нумеровать строки кода, которые описывают контур.
Ниже представлен пример программирования цикла G72:

Больше информации по этому циклу можно найти в статье G72 – цикл черновой поперечной контурной обработки
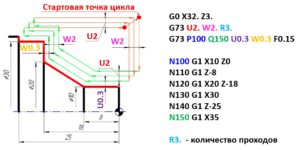
Цикл контурной обработки G73
G73 – это цикл контурной обработки. Цикл разработан для обточки деталей, которые имеют равномерный припуск материала по всему периметру обработки. Обычно под этот тип обработки попадают литые детали.
Достоинства:
- Позволяет обработать контур любой сложности.
- Позволяет за короткое время обработать литую заготовку.
- Количество проходов в цикле рассчитывается через параметр величины съёма материала, то есть не нужно задавать каждый проход отдельно.
- Дополняется циклом G70, который позволяет сделать чистовой проход.
- Обтачиваемый контур программируется отдельно от цикла, и прописывается как обычная траектория движения инструмента – удобно в редактировании.
- Можно запрограммировать припуски, причём отдельно по оси X и Z.
Недостатки:
- Нельзя задавать скорость подачи на отдельные проходы.
- Расстояние между проходами фиксированное для всего цикла.
- Необходимо нумеровать строки кода, которые описывают контур.
Ниже представлен пример программирования цикла G73:
Больше информации по этому циклу можно найти в статье G73 – цикл контурной обработки
Цикл чистовой контурной обработки G70
G70 – это цикл дополняющий циклы G71/G72/G73. Он позволяет произвести чистовую обработку контура, после применения цикла черновой обработки. Как самостоятельный цикл использовать его нецелесообразно.
Достоинства:
- Позволяет проточить контур любой сложности.
- Можно запрограммировать подачу и обороты отдельно на чистовой проход.
- Программирование чистового прохода за одну строчку.
Недостатки:
- Не имеет смысла как самостоятельный цикл.
- Необходимо нумеровать строки кода, которые описывают контур.
Ниже представлен пример программирования цикла G70:

Больше информации по этому циклу можно найти в статье G70 – цикл чистовой контурной обработки
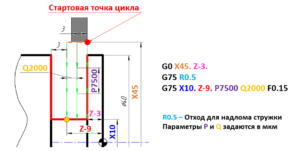
Цикл автоматической обработки канавок G75
G75 – это цикл для вытачивания канавок. Позволяет запрограммировать прямоугольную канавку произвольного размера.
Достоинства:
- Позволяет быстро запрограммировать канавку заданных размеров.
- Улучшает процесс вывода стружки из канавки.
Недостатки:
- Нельзя задавать скорость подачи на отдельные проходы.
- Расстояние между проходами фиксированное для всего цикла.
- Нет чистового прохода.
- Необходимо учитывать ширину пластины при программировании канавки.
Ниже представлен пример программирования цикла G75:
Больше информации по этому циклу можно найти в статье G75 – цикл автоматической обработки канавок
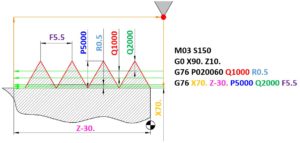
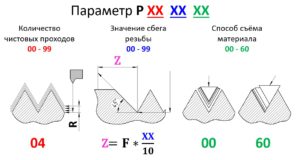
Цикл автоматического нарезания резьбы G76
G76 – это цикл специально разработанный для нарезание резьбы на токарных станках при помощи резца. Циклом G76 можно запрограммировать нарезание внешней и внутренней резьбы за несколько проходов.
Достоинства:
- Позволяет нарезать резьбу любого диаметра и шага.
- Расчёт черновых проходов производится автоматически.
- Можно запрограммировать сбег резьбы.
- Цикл позволяет сделать чистовые проходы.
- Можно запрограммировать коническую резьбу.
Недостатки:
- Недостатков у этого цикла нет, разве что сложная форма записи.
Ниже представлен пример программирования цикла G76:
Больше информации по этому циклу можно найти в статье G76 – цикл автоматического нарезания резьбы
В случае, если у Вас возникнут вопросы – Вы можете позвонить нам по телефону указанному в контактах и мы с удовольствием Вам поможем!
Источник
Чтобы получить из металлической болванки черновую заготовку, а затем и необходимую деталь, используется такой тип обработки, как точение, наряду с некоторыми другими видами токарных операций.
1 Что такое точение – черновое и чистовое
Деревянные резные балясины, ножки столиков и стульев, металлические детали в узлах механизмов – все эти изделия сложной формы почти наверняка были изготовлены на токарном станке. Конечно, многие виды продукции из стали и других сплавов можно получить литьем, ковкой, штамповкой и фрезерованием, однако в большинстве случаев нужный результат обеспечивают при помощи простейшей операции, а именно – точения. Так называют любой вид обработки внешней торцевой или вращающейся поверхности посредством воздействия на нее лезвием резца. Применение режущего инструмента для внутренних поверхностей осуществляется в процессе растачивания.

Операции точения возможны только при вращении детали, закрепленной в кулачковом или цанговом механизме фиксирующего патрона и при значительной длине прижатой центром задней бабки. По большей части обработке подвергаются цилиндрические заготовки, за исключением случаев торцевого подрезания и растачивания отверстий, когда допускаются иные формы болванок, с закреплением их только в кулачковом патроне. Если передача вращения применяется на сам резец, это уже не точение, а фрезерование. Именно поэтому при расточке к внутренней поверхности вращающейся обрабатываемой детали подводится неподвижно закрепленный инструмент.

Черновое точение отличается от тонкого чистового силой воздействия лезвия резца на торцевую или цилиндрическую поверхность, а также скоростью вращения детали, что в итоге дает очень малое сечение образующейся стружки. Иными словами, обтачивание применяется для удаления мельчайших шероховатостей, а точение – для придания необходимой формы металлической или деревянной заготовке. При этом тонкая обработка осуществляется с минимальной глубиной погружения резца: до 0,3 миллиметра при первых проходах и до 0,05 миллиметров при завершающих.
2 Как происходит растачивание отверстий?
В токарных работах используется огромное количество разнообразных резцов, ряд которых необходим для расточных операций. При этом выбор инструмента для черновых проходов зависит от того, сквозное отверстие нужно обрабатывать или глухое. Отдельные резцы применяются для чистового растачивания, независимо от типа отверстия. Рассматриваемый вид токарной обработки деревянной или металлической заготовки осуществляется при закреплении последней в кулачковом патроне, без упора в центр задней бабки. Инструмент, зажатый в держателе, располагается по оси вращения заготовки, ею выполняют поступательное движение с постепенным отклонением от центра.

Как правило, растачивание отверстий осуществляется после сверления, однако в некоторых случаях необходимо произвести внутреннюю обработку канавок или пазов, сделанных на фрезерном станке. Каждый раз при этом происходит увеличение диаметра по всей глубине отверстия или на определенном его отрезке. Первый тип работ осуществляется проходным инструментом, а второй вариант имеет место при необходимости вытачивания внутренней канавки с помощью прорезного лезвия. Также с помощью расточного инструмента может быть выполнена обработка внутреннего торца глухого углубления, для чего используются подрезной резец.

Все инструменты, использующиеся при растачивании, имеют меньшую жесткость, чем резцы для наружных операций, вследствие чего скорость вращения детали следует понижать на 10-20 % в сравнении с внешними токарными работами. Также при обработке углублений существуют и другие подводные камни, требующие удвоенного внимания. В частности, очень трудно наблюдать за протеканием процесса, так как стружка снимается внутри отверстия. Еще одна сложность – необходимость выдвигать резец из держателя несколько дальше, чем требует глубина глухого отверстия, из-за чего обработка удаленных отрезков внутренней стенки может быть нарушена пружинящим инструментом.
3 Подрезание металла – поэтапный обзор операции
Выше уже упоминался специальный подрезной инструмент для токарных работ, необходимый для обработки торцевых поверхностей, а также уступов, как внешних, так и внутренних, расположенных в углублении. Перечисленные операции выполняются движением резца вдоль оси вращения, от центра к краю торца. Лезвие подрезного инструмента обычно имеет две заточенные кромки: длинную, которая располагается под небольшим углом к обрабатываемой поверхности, и короткую, отклоненную на 15-20 градусов от оси вращения заготовки.

Однако помимо вышеназванного резца существуют и другие, например, упорный и отогнутый, причем второй бывает проходным. Заточка обоих вариантов несколько отличается от описанной ранее. Упорный тип удобен тем, что им можно выполнять операции с продольной и поперечной подачей. В тех же случаях, когда подрезание выполняется в непосредственной близости от патрона, а также при обработке труднодоступных уступов в отверстиях, возникает необходимость в отогнутых резцах, в том числе и проходных. Последними обычно работают с поперечной подачей.

Примечательно, что все операции на торцах можно выполнять не только зажатием в кулачках, но и при фиксации заготовки с упором в центр задней бабки. Правда, в этом случае рекомендуется применять так называемый “полуцентр”, на треть толщины которого по всей длине отсутствует сегмент. Таким образом, обеспечивается возможность обрабатывать весь торец от края к центру подрезным лезвием. При работе с торцом зажатой в патроне детали лучше действовать проходным отогнутым инструментом.
4 Тонкое обтачивание различных поверхностей
Процесс обтачивания, по сути, является аналогом тонкого чистового точения, о котором говорилось выше. Выполняется эта операция при высокой частоте вращения заготовки, от 1500 до 2000 оборотов в минуту. При этом подача резца выполняется на шаг, не превышающий 0,6 ширины режущей кромки на один оборот детали. Следует отметить, что лезвие инструмента обычно применяется широкое, располагается оно параллельно обрабатываемой поверхности. При минимальной глубине резания после обтачивания не требуется шлифование металла, поскольку все шероховатости снимаются при чистовых проходах.

Режущая кромка инструмента должна обладать высокой прочностью, лезвия выполняются из твердых сплавов, а также снабжаются алмазными и эльборовыми вставками.

Как правило, операции обтачивания применяются для цветных металлов, а также их сплавов, значительно реже им подвергаются заготовки из стали и чугуна. Скорости вращения для каждого вида металла выбираются разные. В частности, для чугуна необходима скорость 100-150 метров в минуту, стальные детали обтачиваются при частоте оборотов 150-250 метров в минуту, а цветные металлы и их сплавы обрабатываются при вращении кулачкового патрона от 1000 метров в минуту.
Источник
25.08.2020
Подготовимся к проведению одной из наиболее распространенных операций. Рассмотрим расчет подачи и режимов резания при токарной обработке. Его важность сложно переоценить, ведь если он проведен правильно, то помогает сделать техпроцесс эффективным, снизить себестоимость производства, повысить качество поверхностей деталей. Когда он выбран оптимально, это самым положительным образом влияет на продолжительность работы и целостность инструментов, что особенно важно в перспективе длительной эксплуатации станков с поддержанием их динамических и кинематических характеристик. И наоборот, если его неверно выбрать и взять не те исходные показатели, ни о каком высоком уровне исполнения продукции говорить не придется, возможно, вы даже столкнетесь с браком.
Режимы резания: что это такое
Это целый комплекс характеристик, задающих условия проведения токарной операции. Согласно технологическим маршрутам, обработка любого элемента (особенно сложного по форме) проводится в несколько переходов, для каждого из которых требуются свои чертежи, размеры и допуски, оборудование и оснастка. Вычислив и/или подобрав все эти параметры один раз для первой заготовки, в дальнейшем вы сможете подставлять их по умолчанию – при выпуске второй, пятой, сотой детали – и таким образом минимизируете время на подготовку станка и упростите контроль качества, то есть оптимизируете процесс производства.
В число основных показателей входит глубина, скорость, подача, в список дополнительных – масса объекта, припуски, частота, с которой вращается шпиндель, и в принципе любая характеристика, влияющая на результат обработки. И важно взять те из них, что обеспечат лучшую итоговую точность, шероховатость и экономическую целесообразность.
Есть несколько способов провести расчет режимов резания при точении:
- • аналитический;
- • программный;
- • табличный.
Первый достаточно точный и до появления мощной компьютерной техники считался самым удобным. По нему все вычисления осуществлялись на основании паспортных данных оборудования: мощность двигателя, частоту вращения шпинделя и другие показатели подставляли в уже проверенные эмпирические выражения и получали нужные характеристики.
С разработкой специализированного ПО задача калькуляции существенно упростилась – все операции выполняет машина, быстрее человека и с гораздо меньшей вероятностью совершения ошибок.
Когда под рукой нет компьютера или формул, зато есть опыт, можно определить подходящие критерии на основании нормативных и справочных данных из таблиц. Но для этого необходимо учитывать все изменения значений, даже малейшие, что не всегда удобно в условиях производства.
Особенности определения режимов резания при точении
В первую очередь нужно выбрать глубину обработки, после нее – подачу и скорость. Важно соблюсти именно такую последовательность – в порядке увеличения степени воздействия на инструмент. Сначала вычисляются те характеристики, которые могут лишь минимально изменить износ резца, в конце те, что влияют на ресурс по максимуму.
Параметры следует определять для предельных возможностей оборудования, в обязательном порядке учитывая размеры, металл исполнения, конструкцию инструмента.
Важным пунктом является нахождение подходящей шероховатости. Плюс, правильнее всего взять лезвие под конкретный материал, ведь у того же чугуна одна прочность и твердость, а у алюминия – совсем другая. Не забывайте также, что в процессе происходит нагрев детали и возрастает риск ее деформации.
Выбор режима резания при точении на токарном станке продолжается установлением типа обработки. Какой она будет, черновой или чистовой? Первая грубая, для нее подойдут инструменты, выполненные из твердых сталей и способные выдержать высокую интенсивность техпроцесса. Вторая тонкая, осуществляется на малых оборотах, со снятием минимального слоя металла.
Глубина определяется количеством проходов, за которые убирается припуск. Подача представляет собой расстояние, преодолеваемое кромкой за вращение заготовки, и может быть одного из трех типов:
- • минутная;
- • на зуб;
- • на оборот.
Скорость в значительной степени зависит от того, какая именно операция выполняется, например, при торцевании она должна быть высокой.
Характеристики режимов резания
Прежде чем подробно рассмотреть все основные параметры, скажем еще несколько слов о методах вычислений. Точнее, о том, как от графики перешли к аналитике и компьютеризации.
По мере совершенствования производства даже самые подробные таблицы оказывались все менее удобными: столбцы, колонки, соотношения – на изучение этого и поиск нужного значения уходило огромное количество времени. И это при том, что основные показатели связаны между собой, и уменьшение/увеличение одного из них провоцировало менять остальные.
Установив столь очевидную зависимость, инженеры стали пользоваться аналитическим способом, то есть продумали эмпирические формулы, и начали подставлять в них частоту вращения шпинделя, мощность силового агрегата и подачу и находить нужные характеристики. Ну а развитие компьютеров и появление вычислительного ПО серьезно упростило задачу и защитило итоговые результаты от ошибок человеческого фактора.
Схема расчетов режима резания на токарном станке
Порядок действий следующий:
- • Выбираете, каким инструментом будете пользоваться в данной ситуации; для хрупких материалов подойдет лезвие со сравнительно небольшими показателями прочности, но для твердых – с максимальными.
- • Определяете толщину снимаемого слоя и число проходов, исходя из актуального метода обработки. Здесь важно обеспечить оптимальную точность, чтобы изготовить изделие с минимальными погрешностями геометрических габаритов и поверхностей.
Теперь переходим к рассмотрению конкретных характеристик, играющих важную роль, и к способам их практического нахождения или изменения.
Глубина резания при токарной обработке на станке
Ключевой показатель для обеспечения качества исполнения детали, показывающий, сколько материала нужно убрать за один проход. Общее количество последних вычисляется с учетом следующего соотношения припусков:
- • 60% – черновая;
- • от 20 до 30% – смешанная;
- • от 10 до 20% – чистовая.
Также свою роль играет то, какая форма у заготовки и что за операция выполняется. Например, при торцевании рассматриваемый параметр приравнивается к двойному радиусу предмета, а для цилиндрических деталей он находится так:
k = (D-d)/2, где:
- D и d – диаметры, начальный и итоговый соответственно;
- k – глубина снятия.
Если же изделие плоское, используются обычные линейные значения длины – 2, 1-2 и до 1 мм соответственно. Здесь же есть зависимость от поддерживаемого класса точности: чем он меньше, тем больше нужно совершить подходов для получения результата.
Как определить подачу при точении
Фактически она представляет собой то расстояние, на которое резец передвигается за один оборот, совершаемый заготовкой. Наиболее высока она при черновой обработке, наименее – при чистовой, когда действовать следует аккуратно, и в дело также вступает квалитет шероховатости. В общем случае ее делают максимально возможной (для операции) с учетом ограничивающих факторов, в числе которых:
- • мощность станка;
- • жесткость системы;
- • стойкость и ресурс лезвия.
При фрезеровании отдают предпочтение варианту «на зуб», при зачистке отверстий – рекомендованному для текущего инструмента, в учебных целях – самую распространенную, то есть 0,05-0,5 об/мин.
Формула расчета подачи при точении, связывающая между собой все ее виды, выглядит так:
SM = S*n = SZ*Z*n, где:
n – частота вращения резца,
Z – число зубцов.
Для упрощения вычислений можно брать данные отсюда:
Диаметр, заготовки, мм | Размер инструмента, мм | Подача, мм/об, с выбранной глубиной резания, мм | ||||
до 3 | 3-5 | 5-8 | 8-12 | от 12 | ||
Для стали | ||||||
до 20 | 16х25-25х25 | 0,3-0,4 | – | |||
20-40 | 0,4-0,5 | 0,3-0,4 | – | |||
40-60 | 16х25-25х40 | 0,5-0,9 | 0,4-0,8 | 0,3-0,7 | – | |
60-100 | 0,6-1,2 | 0,5-1,1 | 0,5-0,9 | 0,4-0,8 | – | |
100-400 | 0,8-1,3 | 0,7-1,2 | 0,6-1 | 0,5-0,9 | – | |
400-500 | 20х30-40х60 | 1,1-1,4 | 1-1,4 | 0,7-1,2 | 0,6-1,2 | 0,4-1,1 |
500-600 | 20х30 | 1,2-1,5 | 1-1,4 | 0,8-1,3 | 0,6-1,3 | 0,4-3,2 |
Для чугуна | ||||||
до 20 | 16х25-25х25 | – | ||||
20-40 | 0,4-0,5 | – | ||||
40-60 | 16х25-25х40 | 0,6-0,9 | 0,5-0,8 | 0,4-0,7 | – | |
60-100 | 0,8-1,4 | 0,7-1,2 | 0,6-1 | 0,5-0,9 | – | |
100-400 | 1-1,3 | 0,9-1,4 | 0,8-1,1 | 0,6-0,9 | ||
400-500 | 20х30-40х60 | 1,3-1,6 | 1,2-1,5 | 1,1-1,3 | 0,8-1 | 0,7-0,9 |
500-600 | 20х30 | 1,5-1,8 | 1,2-1,6 | 1-1,4 | 0,9-1,2 | 0,8-1 |
Если операции осуществляются под серьезными ударными нагрузками, выбранное значение необходимо помножить на 0,85. Если металлом детали является жаропрочная конструкционная сталь, следует ограничиться 1 мм/об.
Расчет скорости резания при токарной обработке
Это показатель с сильнейшим влиянием, зависящий от следующих факторов:
- • тип работы;
- • вид используемого инструмента;
- • материал исполнения заготовки.
Так, торцы отрезаются так быстро, как только возможно, в то время как сверление выполняется уже гораздо медленнее. Для решения стандартных задач параметр можно без труда вычислить, умножив диаметр будущего изделия на число оборотов в минуту и на тт, а затем разделив на поправочный коэффициент в 1000. Для упрощения можно воспользоваться специальным программным обеспечением.
Но если под рукой нет компьютера с установленным ПО или даже калькулятора, есть альтернативный вариант – уже подсчитанная скорость резания при точении из таблицы (ее мы отдельно приведем ниже). Также представим вашему вниманию две формулы – чтобы вы могли воспользоваться любой из них на основе уже имеющихся значений, а после обратили свое внимание на нормированные показатели.
Проверка принятых характеристик
Оборудование необходимо эксплуатировать подходящим образом – это нужно не только для производительности, но и с точки зрения эксплуатации.
Допустим, что вы остановились на каких-то значениях, что предпринять дальше? Прежде чем настраивать по ним станок, необходимо убедиться, что они правильные, так сказать, подтвердить правильность выбора режимов резания при токарной обработке.
Для этого нужно лишь заглянуть в паспорт оборудования и свериться с рекомендованными параметрами. Нормированные показатели должны быть выше тех, что взяли вы. Если это условие не выполняется, следует скорректировать величины, иначе техника вполне может выйти из строя в процессе изготовления деталей.
Какой инструмент использовать
Такой, что обеспечит:
- • необходимую форму и геометрические параметры заготовки;
- • достаточное качество готовой поверхности;
- • технологичность и безопасность процесса вы?